
服务热线:
13573978168
13573978168

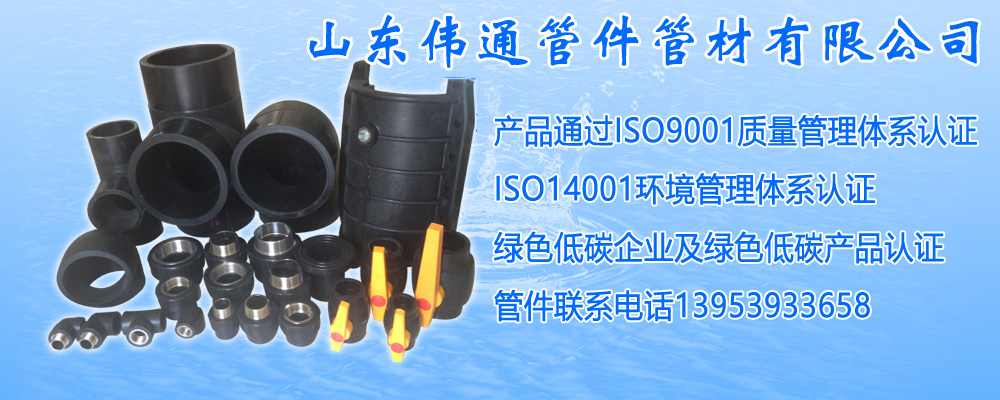

PE管件性能特性:一种好的管道,不仅应具有良好的经济性,而且应具备接口稳定可靠、材料抗冲击、抗开裂、耐老化、耐腐蚀等一系列优点,同传…
为防止PE管件泄漏,保障水质不受影响,严格按照标准进行水压试验,并在使用前进行清洗试验。穿过楼板时,应根据排水管是否穿过楼板进行固定…
pe管件如何安装? 总结了pe管件安装的七个要求。 这可能对您有所帮助:1.在连接pe管件之前,请处理管道和配件。 辅助设备应根据…
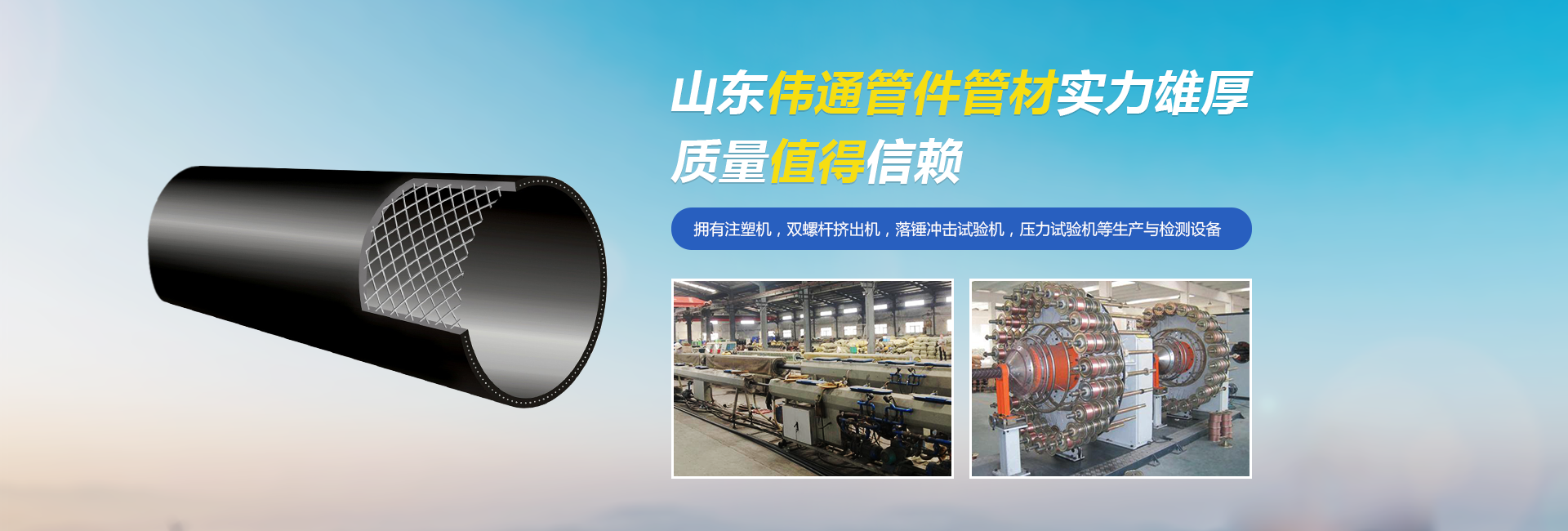
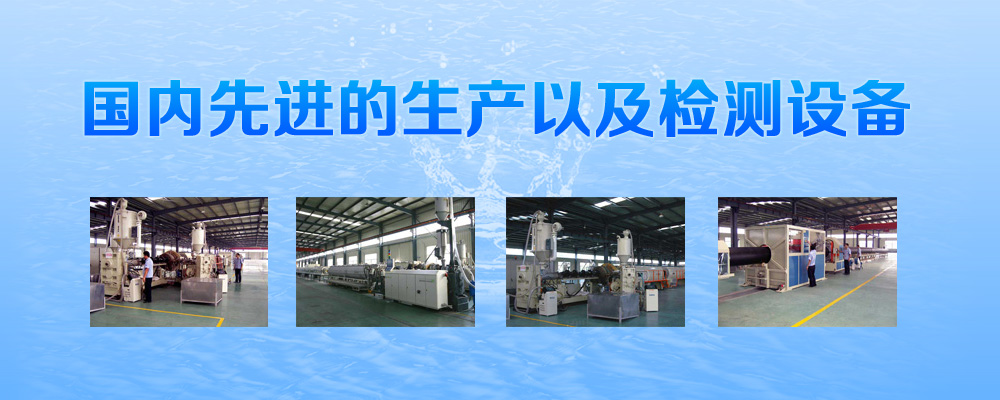
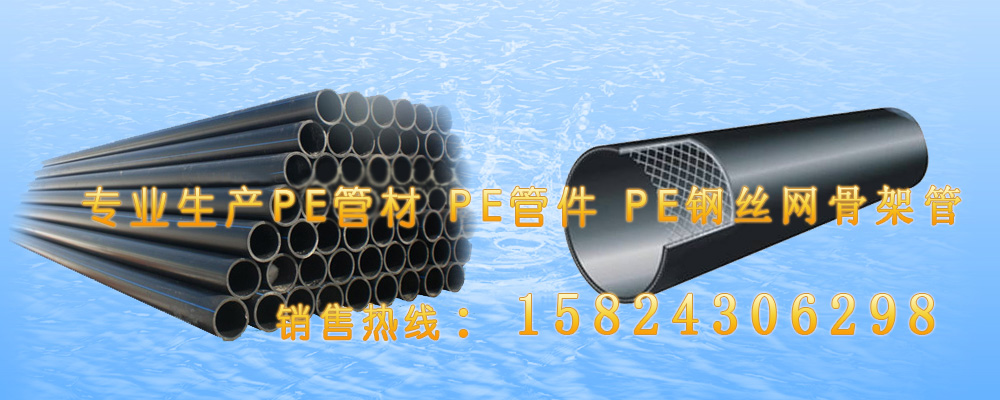
临沂市兰山区云顶7610线路检测制管厂是专业生产pe管件、pe管材等生产企业,公司拥有注塑机,双螺杆挤出机,落锤冲击试验机,压力试验机等国内先进的设备与生产与检测设备,公司贯彻“全力打造品牌服…
查看详细随着全球环保意识的增强,PE管件厂家在生产过程中需要承担更多的环保责任,推动企业的可持续发展。PE管…
2025-10-15在PE管件生产过程中,质量控制与管理是确保产品性能和使用安全的关键环节。PE管件厂家需要建立完善的质…
2025-09-16随着全球经济的快速发展和基础设施建设的不断推进,PE管件作为一种重要的管道材料,在建筑、市政、农业、…
2025-08-23
云鼎国际4118welcome
电话:13573978168
联 系 人:庞经理
销售电话:13754731680
联系电话:0539-8533995
传真座机:0539-8533995
厂部电话:18353995177
详细地址:山东省临沂市义堂镇南环路东段台州工业园





















 手机浏览
手机浏览
